|

|
Techniques
Oenologie
|
|
| |
|
|
|
|
|
Sommaire
1. Principes fondamentaux de la vinification
2. Le raisin
2.1. Composition du raisin
2.2. La transformation du raisin
|
3. L'élevage du raisin
3.1. Microbiologie
3.2. Les fermentations : les actions levuriennes et bactériennes
3.3. Les différentes étapes
4. Liens utiles
|
1. Principes fondamentaux de la vinification
|
Une fois les baies arrivées à maturité, en dehors des raisins de table, les autres raisins sont alors ramassé en vue de produire du vin. Ce processus de vinification est un processus naturel de fermentation faisant intervenir une levure (saccharomyces cerevisea) utilisé aussi dans la fabrication du pain ou de la bière et bien d'autres éléments de notre alimentation traditionnelle.
L'homme peut et doit alors se contenter de créer les conditions adéquates à l'action de cette levure qui va dégrader le sucre contenu dans les baies en alcool. Une fois ce processus achevé (une fois le sucre complètement dégradé) se produit alors autre réaction chimico biologique appelée fermentation malolactique. Ce processus fait lui intervenir non plus une levure mais des bactéries qui vont dégrader l'acide malique contenu dans les jus pour donner de l'acide malique. Une fois ces deux opérations achevées, le vin est alors stable biologiquement. Il devient prêt à consommer.
On distinguera plusieurs type de vinification en fonction des cépages et es produits que l'on veut obtenir. En effet, a vinification en rouge est très différente de la vinification des vins blancs ou des vins liquoreux. Une fiche technique des principales méthodes est disponible en annexe.
Pour simplifier le processus, nous pouvons décrire la chaîne d'opération de la manières suivante :
|

|
sont les différents état des matières traitées. Le moût étant constitué de jus contenant des grosses particules de matière végétales.
La grappes est composé de la raffle et des raisin. La raffle représnete 4 à 6% du poid d'une grappe, elle est composé de 80% d'eau 10% de matière ligneuse et le reste en tanin, minéraux et sucre(0.3%).
|

|
|
2. Le raisin
|
|
2.1. Composition du raisin
|
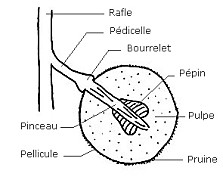
Structure d'un grain de raisin
|
Le raisin se compose de 80-90% de pulpe, 7-12% de pellicule, 2-6% de pépins.
|

|
La pulpe se compose d'eau à 65-80%, de sucre à 10-30%d'acides organiques (tartrique, malique, citrique) à 0.5-3% et de matières minérales (K,Na, Ca, Mg, Fer, So4…).
Ces composants se retrouverons dans la composition du vin mais de manières différentes puisque certains se recombinerons en fonction des paramètres de température, pression, lumière … et surtout grâce aux différentes interventions biologiques des levures, bactéries, enzymes présents dans le milieu au différents stades de fabrication.
|
|
2.2 La transformation du raisin
|
La vinification en rouge traditionnelle.
Opérations mécaniques : Foulage, erafllage, eggrapage, pompage, mise en cuve.
Cuvaison : homogénéisation du contenu, mélange de différentes parties solide et liquide par remontage du jus sur le haut de la cuve ou brassage du liquides.
Ci-dessous un schéma des différentes opérations de cave.
|
|
|
|
|
3. L'élevage du raisin
|
L'élevage est l'ensemble des opérations postérieures à la vinification : soutirage, clarification (par filtration ou collage), maturation, passage éventuel en récipient de bois, mise en bouteille...
|
|
3.1 Microbiologie
|
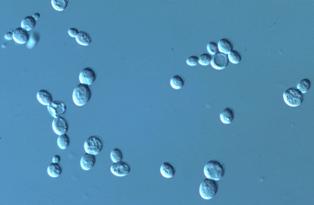
Grâce aux progrès de la technique et à la mise au point d'appareillage de mesure de haute technologie, il est désormais possible de voir au microscope électronnique le developpement de l'ensemble des micro-organismes présents naturellement sur les raisins et dans le moût.
La taille de ces micro-organismes détermine déjà leur famille. Leur nature et composition (monocellulaire, pluricellulaires) sera alors déterminé grace à des cultures en boîte de pétri.
|
|
3.2. Les fermentations : actions levuriennes et bactériennes
|
La fermentation est l'action de la levure qui dégrade le sucre en alcool. C'est là réaction la plus complexe puisqu'elle dégage de la chaleur et fait donc intervenir des phénomènes énergétiques encore peu étudiés à ce jour. le raisin est un produit naturel, mais le vin ne l'est pas. Sans l'intervention de l'homme, du vinaigre serait l'inéluctable destin du raisin, au terme d'une chaîne de transformations chimiques complexes. L'intervention humaine -lors de la vinification- consiste à contrôler ces transformations, ce qui exige des manipulations physiques et chimiques tout à fait artificielles. Nous avons rassemblé dans ce paragraphe les principales transformations et manipulations chimiques susceptibles d'intervenir au cours de la vinification.
La fermentation alcoolique :
La fermentation alcoolique est elle-même une chaîne très complexe de transformations, que l'on modélise -en simplifiant beaucoup- par la réaction :

qui signifie que les levures transforment le glucose du jus de raisin en alcool éthylique et en gaz carbonique. En outre, on sait que cette réaction ne peut avoir lieu que dans un certain intervalle de température, et qu'elle se déroule idéalement entre 22 et 28°C pour un vin rouge.
Les levures peuvent être celles -naturelles- autochtones dans la peau du raisin. Dans la pratique, ce sont plus souvent des levures sélectionnées en laboratoire, pour leur efficacité.
La fermentation "malo-lactique" :
La réalité est évidemment beaucoup plus complexe que le modèle représenté par l'équation ci-dessus. Un grand nombre de produits sont synthétisés au cours de la fermentation, en particulier de l'acide malique dont la présence est souvent (mais pas toujours) ressentie comme un défaut. Pour éliminer l'acide malique, on procède à la fermentation malo-lactique, laquelle transforme l'acide malique en acide lactique :

|
On fait subir quasi systématiquement la fermentation malo-lactique aux vins rouges. Pour les blancs, cela dépend du résultat désiré, selon que l'on veut un vin sec et frais ou un vin plus gras et capable de vieillir.
|
|
|
|
|
3.3. Les différentes étapes
|
|
Le soutirage
|
Le soutirage répond à la fois au besoin de clarification et à celui d'élimination du gaz carbonique. Il élimine les lies, prévenant ainsi le développement de maladies et de mauvaises odeurs. En même temps, il élimine une partie du gaz carbonique dissous, qui n'est agréable que dans les perlants. Cela aère le vin et déclenche son évolution.
Lorsque le vin est fermenté en cuve, on procède en général à 3 soutirages, dont le premier à l'air libre. Lorsqu'il est fait en fûts, les soutirages sont en général au nombre de quatre durant la première année, deux ou trois l'année suivante.
Certains vins ne sont pas soutirés. En France, c'est le cas du Muscadet sur lies.
|
|
La clarification
|
|
|
Le collage
|
Le collage répond au besoin de clarification et de stabilisation à la fin de l'élevage.
Il s'agit de provoquer la floculation et la précipitation des particules fines en suspension dans le vin. Pour cela, on emploie des substances protéiques, ou du moins possédant les propriétés des substances protéiques.
Autrefois, le collage était réalisé à l'aide de blanc d'oeuf battu en neige (les pâtissiers récupéraient les jaunes...). Le blanc d'oeuf se dépose en entraînant certaines particules en suspension. Chargé positivement, il élimine des matières chargées négativement, tels les tanins indésirables et les anthocyanes. De nos jours, certains châteaux de Bordeaux utilisent de la poudre d'oeuf.
D'autres produits employés sont la gélatine, la bentonite, la caséine, la colle de poisson, le chlorure de sodium (la loi l'autorise mais spécifie la dose maximale). La poudre de sang de bovin est interdite dans l'Union Européenne depuis l'apparition de la "vache folle".
La bentonite est une argile fine (colloïdale) contenant de la montmorillonite (dérivé volcanique); chargée négativement, elle élimine des matières chargées positivement, telles les protéines et autres matières organiques.
Le collage doit être suivi de soutirages pour séparer le vin non seulement des substances qui ont été précipitées, mais aussi de celles utilisées pour le collage, et d'une partie du gaz carbonique encore présent.
|
|
Centrifugation, filtration
|
La centrifugation est une méthode de clarification dure, que l'on n'applique pas à des vins de qualité.
La filtration, souvent pratiquée -même sur des vins de qualité- est moins dure pour le vin, mais ses adversaires lui reprochent d'éliminer indistinctement des matières indésirables (telles que les levures) et d'autres qu'il serait souhaitable de conserver.
|
|
Maturation
|
Quelques vins évoluent par oxydation : le Porto , le Vin Jaune, les Vins Doux Naturels rouges ( Banyuls , Maury , etc.) s'affinent par oxydation; en fûts, en soleras ou dans des bonbonnes de verre exposées au soleil.
Mais dans le cas général, le vin évolue par réduction, en bouteille.
Au fil du temps, la robe vire du violet au pourpre, puis à un rouge brique tirant sur le brun. Les arômes se modifient aussi : les odeurs fruitées sont remplacées par des odeurs animales, végétales, d'épices, de terre, etc.
|
|
|
|
Le bois
|
Le tonneau, invention gauloise, servit longtemps uniquement de récipient pour le transport de la bière puis du vin. On ne s'avisa que relativement récemment -au début du 17e siècle- que le vin pouvait bénéficier d'un contact avec le bois.
Diverses sortes de bois furent essayés : acacia, châtaignier, eucalyptus, hêtre, peuplier, pin, entre autres, dont aucun ne donna vraiment satisfaction. Le châtaignier, par exemple, convient uniquement pour des stockages courts.
Le chêne s'affirma vite le roi des bois pour élever le vin : il fournit un apport de tanin, de lignine, et d'autres produits dont la dégradation donne des composés organiques.
Ceci dit, il faut distinguer deux espèces principales de chêne :
- le chêne pédonculé,
- et le chêne rouvre.
Le chêne pédonculé, typique du Limousin, pousse isolé, hors taillis. Il a un bois dense, très dur, dont le gros grain libère rapidement des tanins puissants.
Le chêne rouvre, tel que celui de la forêt du Tronçais, se plaît en futaie. Son bois est plus tendre que celui du pédonculé, et son grain plus fin; il ne libère que lentement des tanins fins et souples.
Il faut au moins deux siècles pour faire un chêne utilisable en tonnellerie.
Trois origines en France :
- Limousin : surtout utilisé pour les eaux-de-vie.
- Centre
- Vosges : qualité proche de celui du Centre.
En Europe, on fend le chêne dans le sens de la fibre, et on laisse le merrain (bois fendu) sécher à l'air libre pendant deux à trois ans. Cette façon de faire donne un bois bien étanche, mais dont la porosité permettra l'infiltration de l'oxygène de l'air, qui elle-même provoquera une augmentation du taux de gaz carbonique dans le tonneau.
En Amérique, on scie le chêne, ce que les Européens critiquent, arguant que le sciage rompt les cellules du bois, qui donne alors au vin un caractère plus agressif. Puis, les Américains font sécher le chêne en étuve, méthode que les Européens estiment dure pour le bois, mais qui se répand inexorablement car elle permet de ramener la durée totale du séchage à environ un mois.
Quoi qu'il en soit, c'est à partir des merrains que le tonnelier fabrique les douelles, qu'il va cintrer et assembler pour obtenir le fût.
Le cintrage lui-même s'obtient par un chauffage à feu vif qui brûle plus ou moins l'intérieur des douelles. Le vigneron choisira le fût en fonction de la qualité du millésime : plus le millésime est faible, plus la chauffe doit être légère, car le boisé ne doit pas dominer le vin.
L'air s'infiltre dans le bois poreux, oxyde le vin en douceur et stabilise sa couleur. Le bois apporte ses tanins, et des matières aromatiques dûes au brûlage (vanilline, scopolétine, syringaldéhyde) donnent au vin des arômes et un goût de boisé plus ou moins prononcé, mais qui doit s'accorder à la nature du vin; il évoquera alors la vanille ou la réglisse, le cuir ou le pain grillé, le clou de girofle ou le café.
A nouveau, on observe une différence d'influence selon que le chêne est américain ou européen. Les arômes du chêne américain (Quercus Alba) sont plus incisifs, alors que les chênes européens (Quercus robur et Quercus sessilis) sont plus riches en tanins.
|
|
|
|
Outillage
|
Une fois par semaine si le vin est en fûts, surtout s'il s'agit de pinot, très sensible à l'oxydation. Par contre, les Bordeaux rouges, tanniques, nécessitent une légère oxydation pour s'assouplir : l'ouillage peut être moins fréquent.
|
|
Mise en bouteille
|
Les blancs à boire jeunes sont mis en bouteilles à 3 mois, les blancs de garde entre 6 et 8 mois.
L'acidité décroît avec l'âge, les vins deviennent plus souples, plus moelleux.
La qualité du bouchon joue alors un rôle capital pour la bonne conservation du vin.
|
|
Le bouchon
|
Selon une légende tenace, l'emploi du liège pour les bouchons serait dû à Dom Pérignon. Baliverne ! On a retrouvé un bouchon de liège datant du 5e siècle avant notre ère, et il paraît avéré que le liège a été employé jusqu'à la chute de l'empire Romain pour boucher amphores et cades de vin. Est-ce la décadence romaine qui précipita le liège dans l'oubli ? Le développement de l'usage du tonneau, invention gauloise que les Romains employaient déjà couramment au temps d'Ausone, paraît une raison autrement plus plausible. Il faudra attendre l'essor de la mise en bouteille -particulièrement celle des vins qui y subissent une seconde fermentation- pour qu'un bouchage hermétique soit nécessaire, imposant à nouveau le liège. C'est là qu'intervient notre célèbre moine cellérier...
Le bouchon, c'est le maillon final de la longue chaîne de travaux et de soins qui, du pied de vigne au raisin, du raisin au moût, du moût au jus fermenté, et du jus fermenté au vin en tonneau puis en bouteille, aboutit dans nos verres pour notre plus grand plaisir. Que ce maillon soit défectueux, et tous les efforts du viticulteur, du vigneron, de l'oenologue, du maître de chai, et du caviste, seront peine perdue !
Or, qui dit bouchon dit liège : jusqu'à présent on n'a rien trouvé qui vaille cette matière vivante et dégradable. Et le chêne-liège ne pousse pas partout : il se plaît dans la partie occidentale du bassin méditerranéen. Avant l'indépendance de l'Algérie, la Kabylie nous fournissait la matière. Depuis lors, nous avons quelque temps eu recours aux chênes-lièges des Balkans, mais leur liège putrescible donnait des bouchons de mauvaise qualité.
De nos jours, le Portugal fournit 60% de la production, le reste venant de trois régions espagnoles, plus l'Algérie, le Maroc, l'Italie, et la France. Toutes ces sources ne sont pas de qualité égale : les meilleures en termes de finesse (la région de Gérone, et le Var) sont aussi les plus modestes productrices, car la croissance du chêne-liège y est plus lente. Ah ! le poids du temps...
Le chêne-liège a une durée de vie d'environ un siècle et demi, mais on ne l'exploite qu'à partir de 15 à 18 ans, parfois pas avant la trentaine, et le bouchon de bonne qualité vient de sujets ayant dépassé la cinquantaine. La cause la plus fréquente du goût de bouchon est l'exploitation d'arbres trop jeunes...
L'écorce s'épaissit d'un millimètre à un millimètre et demi par an, selon les sols et les conditions climatiques. Le chêne-liège a un point commun avec la vigne (et avec l'artiste) : il lui faut souffrir pour donner les meilleurs résultats. Pas trop quand même, aussi l'homme prend-il sa défense contre les prédateurs, au premier rang desquels file le bombyx et trottine la fourmi.
La levée (récolte) du liège sur un chêne s'effectue au cours de l'été, tous les 9 ou 10 ans au Portugal, tous les 14 ou 15 ans en Catalogne. C'est là que çà se corse.
Le dernier cri de la technologie, c'est le démascleur : un homme armé d'une simple hachette. Juché sur l'arbre, il doit découper le liège sans jamais toucher le bois : un coup trop appuyé, et l'écorce ne se reformerait plus autour de la blessure. Par nécessité économique, le démascleur est un virtuose de la hachette.
Démasclé, le liège a la forme de plaques semi-cylindriques, les canons, qu'on laisse sécher sous les intempéries au minimum un hiver complet, souvent un an. La longue odyssée du bouchon ne fait que commencer.
Pour pouvoir les travailler commodément, il faut donner aux plaques une forme plate et régulière : pour cela, on les aplatit au cours d'un séjour de 30 à 60 minutes dans de l'eau bouillante. Après ce traitement féroce, le liège a besoin de repos; on le laisse mûrir en cave pendant 3 à 4 semaines au cours desquelles il acquiert son élasticité.
|
|
|
Chaque plaque passe alors un "Conseil de révision" draconien : le moindre défaut doit être identifié. Ce peut être :
- des crevasses plus ou moins profondes,
- des galeries creusées par les vers ou les fourmis,
- le liège soufflé (des trous à la manière du gruyère),
- la tâche jaune (défaut majeur dû à un excès d'humidité),
- la tâche verte (dûe à la sève, qui prive le liège d'élasticité),
- le liège doublé (séparation visible entre deux couches de croissance).
Les plaques dont les défauts dépassent des normes définies ne sont pas retenues pour la fabrication du bouchon naturel. Le "viseur", artisan qualifié, est l'instrument impitoyable qui scrute, sélectionne, trace, retaille, redresse, et sélectionne encore. Les déchets entreront dans la fabrication d'isolants et d'agglomérés souples. Il ne subsiste plus pour les bouchons que la moitié de la matière initiale, que le viseur classe en six catégories qualitatives.
Les plaques sont alors coupées en bandes, à la longueur du bouchon désiré : de 38 à 53 millimètres (44 est le standard courant). A l'aide d'une tubeuse, l'ouvrier découpe des cylindres : les bouchons à l'état brut. Tout l'art de l'ouvrier consiste à découper les cylindres aussi près que possible les-uns des autres, et aussi près que possible de la croûte, le tout sans se couper un doigt...
Un autre ouvrier spécialisé s'empare du bouchon brut et lui fait subir rognage et ponçage jusqu'à ce qu'il soit parfaitement calibré.
Le bouchon est alors lavé, désinfecté, aseptisé, dans des bains successifs de chlorure de chaux, d'acide oxalique, voire de chlore. Indispensable, la désinfection n'est toutefois pas sans inconvénient : par exemple, on s'est aperçu que la dégradation du chlore génère du trichloroanisole, un des responsables du goût de bouchon. Les bouchonniers expérimentent divers autres procédés, à la recherche d'une improbable panacée...
Après cette opération : nouvel examen, nouvelle sélection. Les bouchons admis sont alors éventuellement marqués (logo, armes, millésime) conformément aux ordres de l'acheteur, puis dépoussiérés, traités à la paraffine ou aux silicones afin de faciliter l'introduction en bouteille et son extraction ultérieure, ainsi que pour imperméabiliser la surface afin d'en améliorer l'étanchéité. Enfin, ils sont conditionnés pour l'expédition.
Le vigneron a donc le choix
- le la qualité : six niveaux qualitatifs que le profane discerne difficilement, plus une qualité supérieure,
- et de la longueur du bouchon; quatre longueurs sont normalisées : 38, 44, 49, et 53 millimètres. En général, vous observez des bouchons de 44 millimètres; les bouchons de 49 et 53 millimètres ne sont produits qu'en qualité supérieure, à destination des Châteaux les plus fameux, dont le vin coûteux, conçu pour une longue garde, mérite bien quelques attentions...
|
|
4. Liens utiles
|
|
|
|
|
|
|
|